主要特点
- 通过提高焊接速度提高焊接生产效率
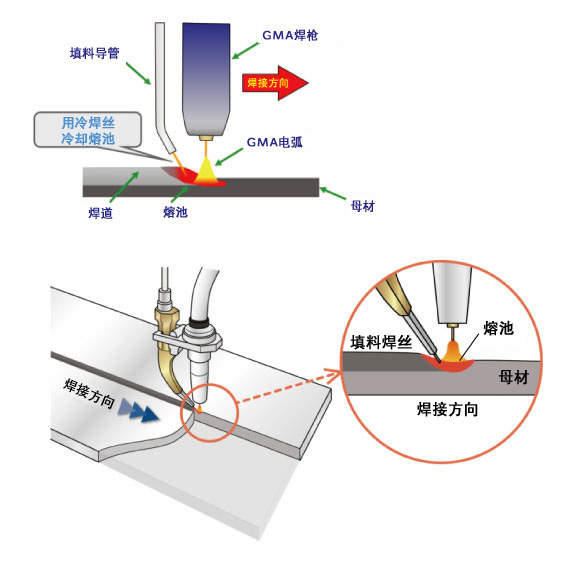
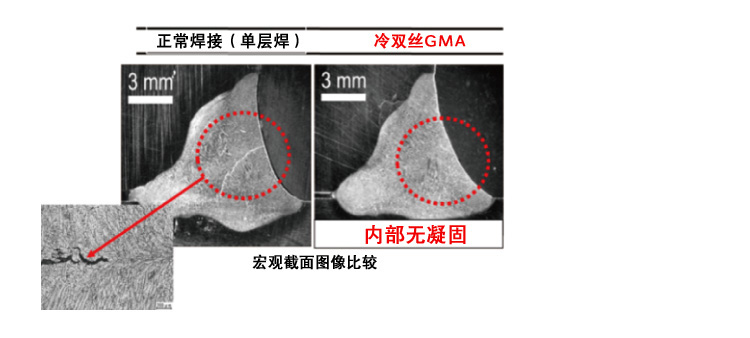
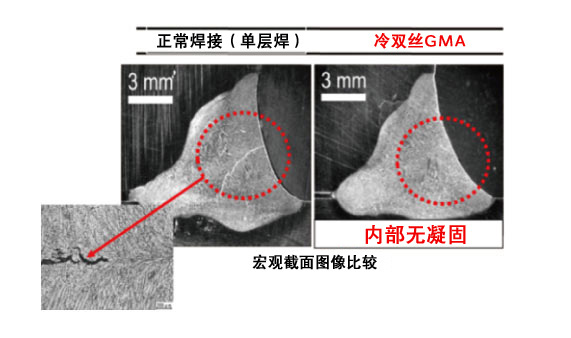
● 将不通电的填料焊丝从通常的脉冲MAG焊接的后方插入溶融池,可加快熔池金属的冷却,并增加熔敷金属量。
● 无需增大焊接电流即可增加溶融金属量,可防止烧穿的同时提高焊接速度。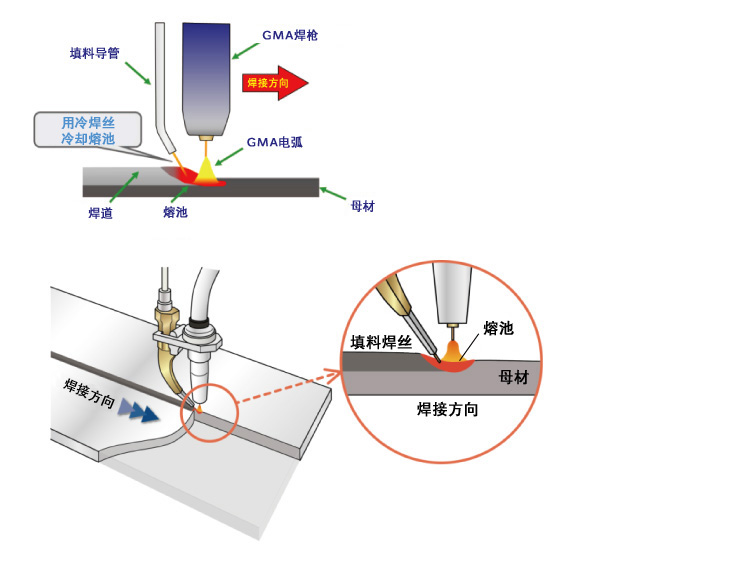
- 以低热输入实现高质量焊接
● 抑制熔融池的温度上升,可降低焊道裂纹等不良的发生。
- 可实现减少后道工序作业量的低飞溅物焊接
● 用填料焊丝增加熔敷金属量,在飞溅少的射流过渡电流区域,也能够实现无咬边的高速焊接。
- 增大熔敷金属量,
提高间隙容许程度的低飞溅焊接 ● 可确保熔敷量,能够扩大间隙容许范围。
选择产品



各种信息

※下载CAD数据需要用户注册。
关于竞争对手的注册,将在没有告知的情况下被删除ID。请理解。


视频
使用冷双丝焊接系统(Cold Tandem Welding)进行的管道圆周焊接