什么是焊接?
将事物连接在一起(连接)是在制造的许多方面完成的。结点大致分为三类。
1机械连接方式
(用螺栓螺母、铆接等紧固)
2冶金结合(焊接)
3化学键合方法(例如粘合剂)
其中,焊接是指冶金连接方法。

听说过,但不太了解,现在听不到了。以通俗易懂的方式解释基本的焊接知识。
将事物连接在一起(连接)是在制造的许多方面完成的。结点大致分为三类。
其中,焊接是指冶金连接方法。
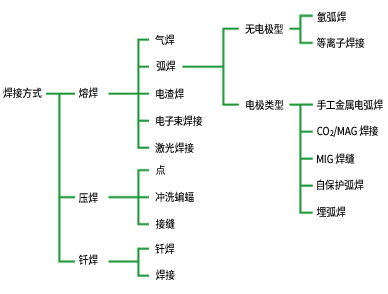
焊接又分为以下三种
利用煤气焰或电弧等热量,使被接合金属的接触部分熔化,使两个原子熔合的方法。电弧焊和激光焊被归类为这种连接方法。


一种通过施加压力连接加热接头的方法。

如何在要连接的金属之间粘合。
我们开发和制造用于熔焊(电弧焊)和压力焊(电阻焊)的焊接设备。
当然,根据应用的组合,有一些使用我们的机器人进行钎焊方法的例子。联系我们获取更多信息。
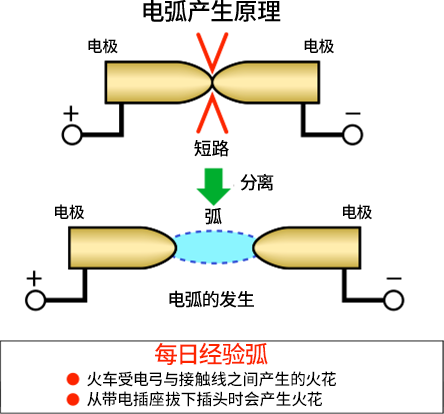
电弧是一种在高温下发光的放电现象。当触点或通电电极分离时,电极之间会产生电弧。
电弧的温度,例如 TIG 焊接,将达到大约 16,000°C 的中心温度。
(这个温度比太阳表面温度高约 6000°C,明显超过金属的熔点。)
放电现象看似不熟悉,但在我们熟悉的地方也会出现电弧现象。
例如,电弧现象是拔掉电器插座插头时冒出的火花,或雨天行驶的电车受电弓与接触线之间偶尔出现的蓝白光。
然而,从这些例子中可以看出,电弧在本质上是短暂的,不会连续发生。
这样,电弧放电现象通常是不稳定的,但焊机起到了稳定放电的作用,将电弧作为热源进行焊接。
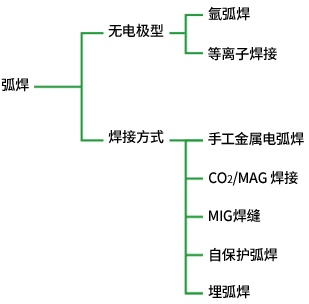
电弧焊大致可分为自耗电极型(consumable electrode type)和非自耗电极型。
当通电电极分开时,电极之间会产生电弧放电。在电弧焊中,这些电极之一熔化形成待连接的工件。
根据其他电极的用途,可分为使用焊丝等一边熔化一边接合的自耗电极型(consumable electrode type)和非自耗电极型(non - 自耗电极型),其中钨电极用于在电极和工件之间产生电弧。
CO2焊、MAG焊和MIG焊属于电极类,TIG焊和等离子焊属于无电极类。
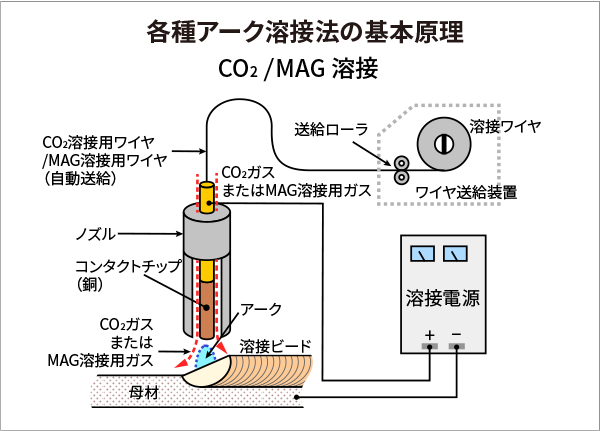
CO2焊采用CO2(二氧化碳)作为保护气体,MAG焊采用混合气体作为保护气体。这种方法用于普通钢材。
MAG 是 Metal Active Gas 的首字母缩写词,Active Gas 是活性气体的首字母缩写词。
混合气体中所含的CO2因高温电弧而发散,成为氧化性气体,故得此名。
基于这个术语,CO2 焊接也是 MAG 焊接的一种。然而,通常将CO2焊和MAG焊分开来指代,所以这里我们对CO2焊和MAG焊进行区分和说明。
也可以使用不锈钢包芯焊丝焊接不锈钢。
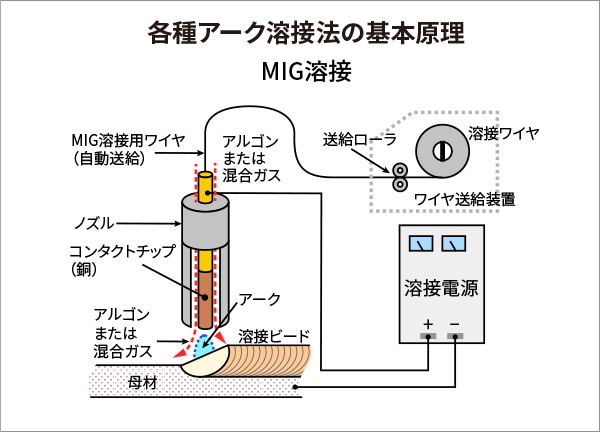
MIG 焊缝是使用惰性气体(例如 Ar(氩气))作为保护气体构成的。它们用于不锈钢和铝等有色金属。
MIG是金属惰性气体的缩写,惰性气体是一种惰性气体。
铝的情况下使用100%的惰性气体,而不锈钢的情况下使用含有少量活性气体(例如O2)的气体以确保稳定的电弧。
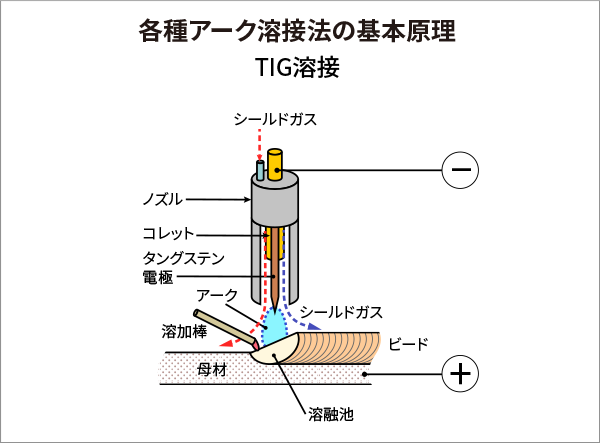
IG 焊接是 Tungsten Inert Gas 的首字母缩写,使用钨电极焊接惰性气体,例如 Ar(氩气)作为保护气体。
有两种插入填充金属(有时称为“填充棒”或“填充焊丝”)的方法,一种是不插入填充金属。
T由于 TIG 焊接仅熔化母材,因此与熔化电极类型的焊接方法不同,无法从电极获得焊接金属。从强度等观点考虑,需要确保焊接量时使用后一种方法。
焊机有两种:一种是直流焊专用的,另一种是交流焊专用的。焊接铝或镁时需要交流电,因此需要选择交直流两用的焊机。
焊接时的高温金属容易溶解在大气中(氮气、氧气等),凝固过程中这些气体没有逸出而凝固,造成气孔(内部有气泡)和凹坑(焊道表面有孔洞)等缺陷)
气孔和凹坑极大地影响接合强度,因此保护气体必须流动以保护熔融金属免受大气影响。
这种焊接方式交替输出脉冲电流和基极电流。
在电极焊接方法中,电极丝在熔化的同时被焊接。
电线将熔化并焊接到基础金属上。但在一定电流范围内,焊丝尖端形成的熔滴会增多,导致飞溅。
当使用脉冲焊接时,可以在高脉冲电流形成过多熔滴之前强制解吸。因此,即使在溅射倾向于增加的直流电流范围内,也可以容易地获得具有较少飞溅的焊接。
此外,当通过直流 MIG 焊接焊接铝或不锈钢时,由于热输入不足,焊道往往会适应母材,特别是在低电流范围内。然而,在这种情况下,脉冲焊接更容易获得光滑的焊道。
由于是非熔化电极式焊接方式,脉冲电流、基极电流、脉冲频率可任意设定。
有多种使用模式。例如,当脉冲频率设置为低值时,母材在脉冲电流期间熔化,通过基极电流促进凝固的热输入控制有望改善姿态焊接和板厚差异的余量。
另一方面,脉冲频率越高,电弧的方向性越好。这在焊接开始点的熔池形成率方面是有利的,因为电弧浓度提高了。此外,在低电流焊接中电弧容易波动的地方电弧稳定,这使得薄板焊接更容易。
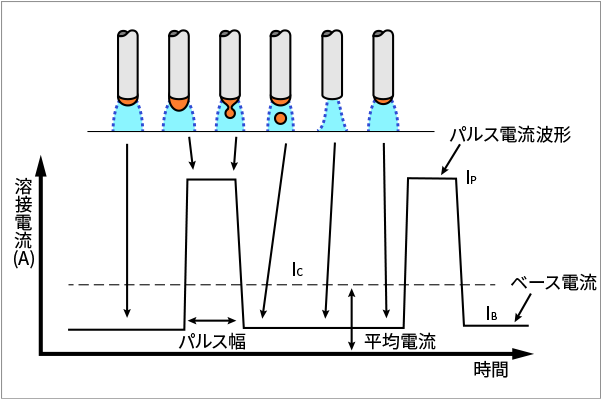
脉冲 MAG 焊接的控制图像
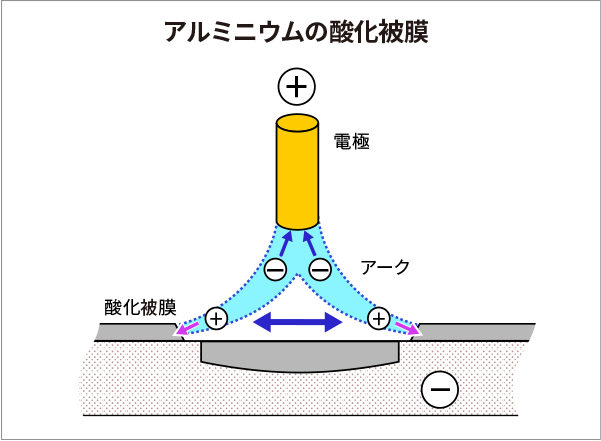
铝材表面总会形成氧化膜。与铝相比,这种氧化膜的熔点非常高。在 DC TIG 焊接中,这种氧化膜无法很好地焊接。
在直流TIG焊接中,钨电极在负极,但当电极在正极时,已知氧化膜被破坏(清洁作用)。
因此,在交流TIG焊接中,通过使钨电极周期性地成为正极的相,氧化膜被破坏而能够进行焊接。
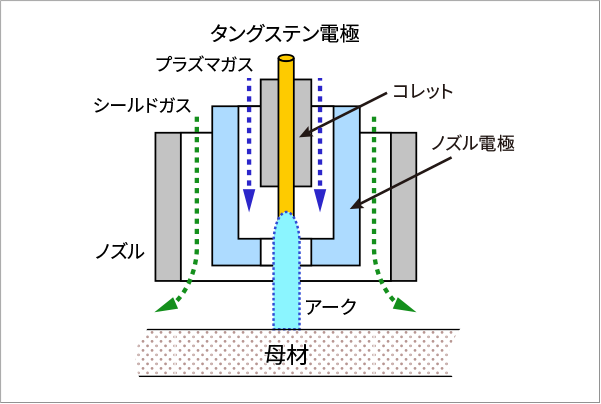
等离子焊接使用钨电极作为电极,就像 TIG 焊接一样。钨电极覆盖有水冷喷嘴电极,并使用细而窄的等离子弧进行焊接。
与TIG焊相比,细等离子弧提高了焊接速率,增加了熔深,实现了小孔焊接(I型对接接头的回波焊),即使间距(电极之间的距离)也几乎不影响焊缝宽度和基本金属)膨胀。
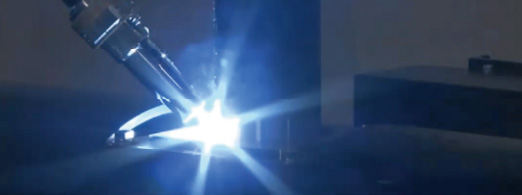
激光焊接使用激光作为能源来熔化和接合金属。
激光是自然界中不存在的人造光。
当用放大镜收集太阳光时,该区域会变得更亮或更暖,但自然光对其收集有限制,因为它的方向和相位是分散的。
另一方面,激光是一种人工产生的光,具有单一波长和方向性,可以根据其特性通过小范围会聚来收集能量。
利用这种激光束的特性,可以保证足够高的能量密度来熔化金属,因此可以用于焊接。
源这个词是 Light Amplification by Stimulated Emission of Radiation(通过受激发射放大光束)的首字母缩写词。
构成物质的原子是由原子核和电子组成的。当原子从外界接收到能量时,电子的轨道发生变化(一种激发态,处于这种状态的电子称为激发电子),但由于这种状态是不稳定状态,激发电子试图回到原来的稳定状态,此时发射光子。
在这种特殊材料中,特定波长的光被接收并变成激发态,当返回原始状态时,与激发光相同波长的光被发射(受激发射)。这种材料用作激光介质。
当激发光投入到两端装有共振镜的激光介质中时,被反射镜反射的光在反射镜之间往复运动,受激发射发出的光以链式方式被放大。
激光焊接取出这种放大的光并使用能量进行焊接。
激光焊接相对于高速焊接和熔深等其他焊接方法具有优势。然而,由于激光束集中在目标位置,因此需要高瞄准精度以及夹具侧的精度。
我们提供一系列具有世界最高水平轨迹精度并满足激光焊接要求的高精度机器人。
此外,与摆动头结合使用时,激光束可以通过内置在头中的反射镜进行偏转,从而实现工件上焦点的高速扫描。还可以使用摆动功能来稳定过程并增加对间隙和未对准的容差。
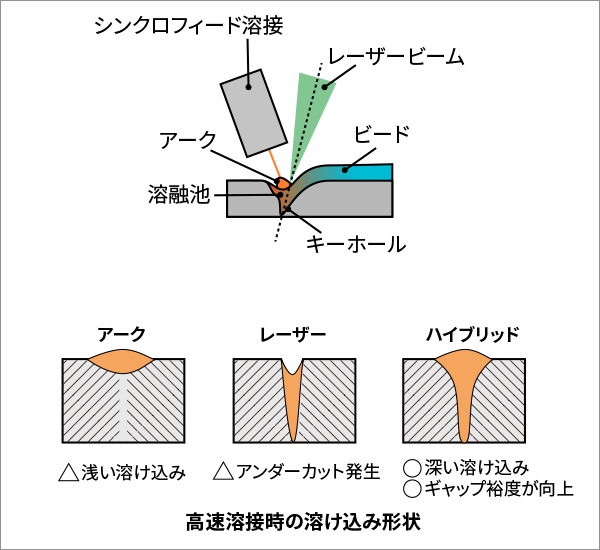
此外,我们通过开发激光同步进给混合焊接系统进一步扩大激光焊接的使用范围,该系统与我们的超低溅射焊接方法同步进给焊接相结合,在利用优势的同时提供更高的间隙余量高速焊接,这是激光焊接的强项。
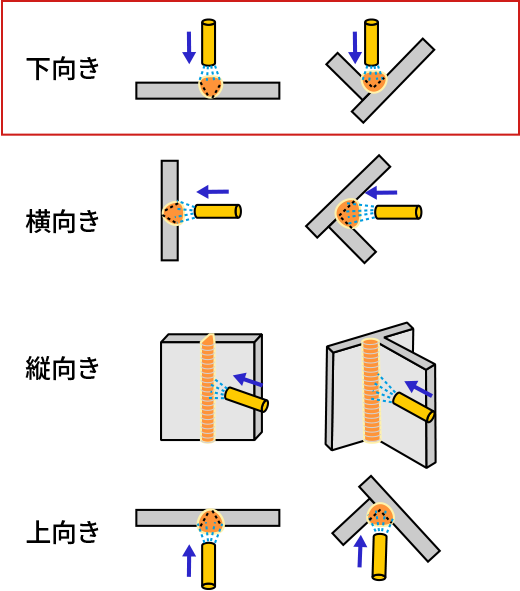
在焊接中,您想要连接的部件被熔化,使它们成为液态并整合在一起。
想象一下,将一杯水倒入其中。如果将杯子放在水平面上,水不会溢出,但如果杯子倾斜或倒置,水就会溢出。
由于熔融金属是液体,重力导致它以相同的方式滴落。在姿势焊接(向上、水平、垂直方向的焊接)中,需要抑制下垂,增加了难度。珠子的形状也会因下垂而发生变化,因此难以确保质量。
焊接电流越大,熔池尺寸越大。熔化的金属量越大,越容易滴落。因此,姿势焊接在低电流范围内进行,这对焊接条件施加了很大的限制。在一个方向上降低焊接增加了焊接电流,使得更容易进行高速焊接等。
这样,姿势焊接并非不可能,但从质量保证、焊接难易程度和条件余量等方面来说,向下焊接才是根本。